
制造解构丨一片压气机叶片是如何成形的?
在航空发动机和燃气轮机中,叶片是最典型、也是要求最严苛的核心构件之一。它的尺寸不大,却要在高温、高转速、复杂交变应力的极端环境下长期稳定工作,是决定发动机性能、寿命与安全性的“心脏零件”。
从一块金属原材料到一片可服役的叶片,中间并不是简单的加工过程,而是一整套材料、工艺与制造能力的综合体现。今天我们就从工程视角,拆解这片“工业皇冠上的明珠”的诞生之路。
叶片的“硬核”工作环境
航空发动机叶片分为风扇叶片、压气机叶片、涡轮叶片三类。涡轮叶片需要在极高温度下工作,采用空心结构进行气膜冷却,通常使用精密铸造工艺制造;而压气机叶片则采用锻造工艺制造。
叶片的工况极其复杂恶劣,因此尺寸和性能要求极高:
• 转速高,叶片根部承受的离心力相当于自身重量的上万倍
• 同时承受气流冲击、交变载荷、高频振动、热疲劳等多重考验
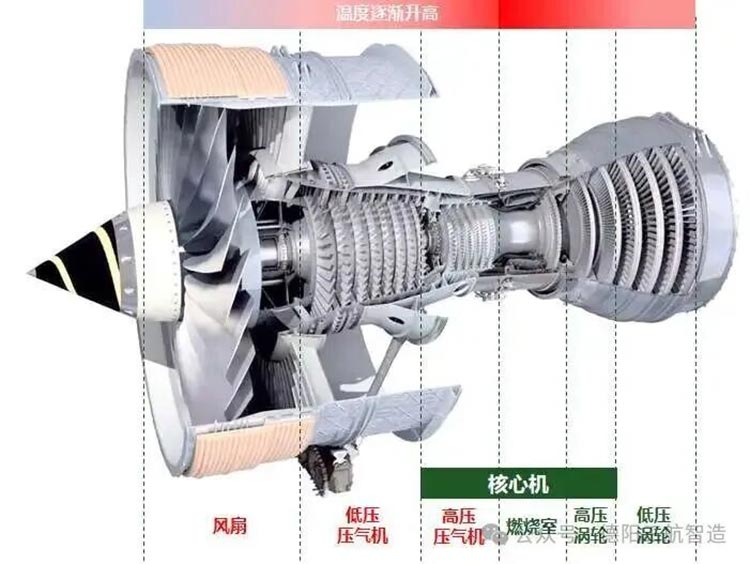
压气机叶片制造的流程
一片合格压气机叶片的诞生,要历经原材料制备→锻造→热处理→加工→检测五大核心环节,环环相扣,缺一不可:
- 材料制备:选用高温合金、钛合金等高性能材料,通过几次熔炼及开坯,获得纯净、组织均匀的坯料。
2.锻造:通过等温锻造、热模锻等工艺,将坯料锻造成叶片的大致形状,这是直接决定叶片的内部组织与力学性能的核心步骤之一。
-
热处理:通过热处理工艺,优化材料微观结构,调整金属力学性能,提升叶片的使用寿命和抗疲劳性能。
-
精密加工:通过数控加工,加工出叶片的复杂型面、榫头等结构,实现微米级的尺寸精度。
-
无损检测:通过X光探伤、超声检测、荧光渗透等手段进行排查,确保每一片叶片都符合严苛的航空标准。
精锻叶片好在哪儿?
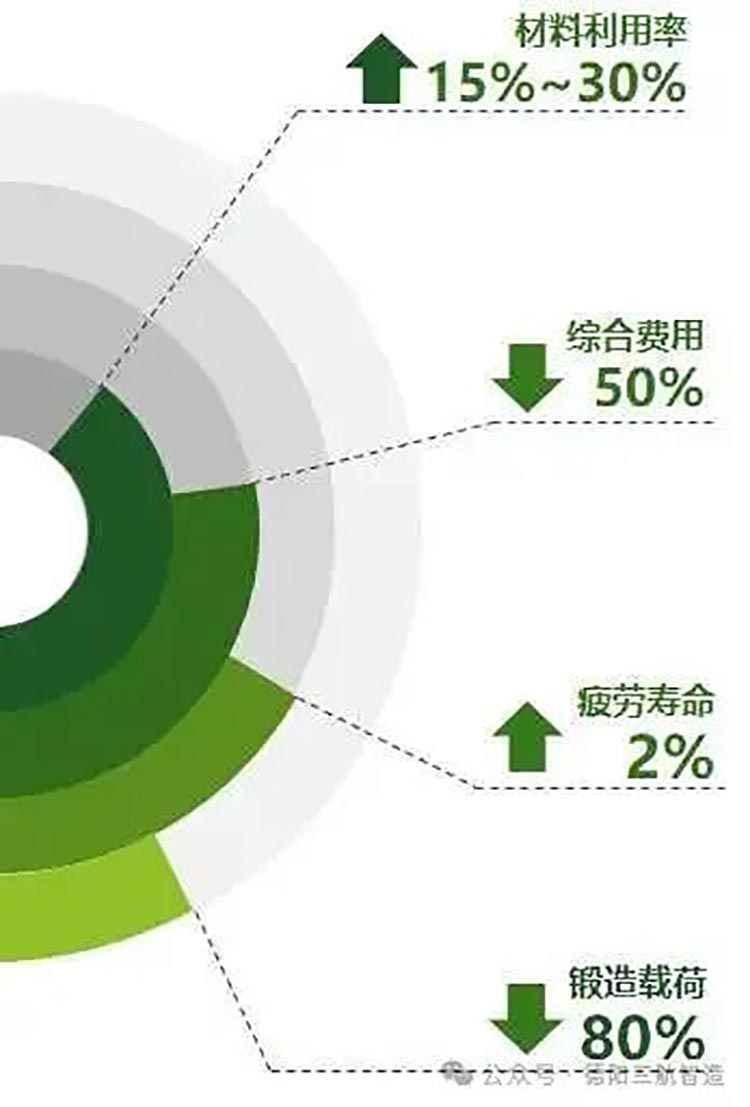
组织性能好:保证金属具有良好的成形条件和合适的变形程度;不需要或者仅需少量的机械加工,金属流线完整且沿外形均匀分布;外漏的端向晶粒最少,减少了可能引起的应力腐蚀和裂纹,零件组织性能好,疲劳寿命高
节约零件成本:材料利用率高,如方料加工叶片材料利用率7~15%,普通模锻25~40%,精锻叶片材料利用率可达50%以上,不需要为机械加工预留比较大的加工余量,对于大量使用高温合金、钛合金材料的发动机,显著节约昂贵的钛合金、高温合金费用
缩短加工周期:精密锻造成形的叶片型面和内缘板不需要或者仅需少量机械加工,减少大量切削机床和加工工时,机械加工工作量可以减少1/3以上;同时节约刀具费用,大幅降低加工时间和生产成本
解决加工难题:现代航空发动机叶片材料都是合金化程度很高的不锈钢、钛合金、高温合金,型面薄而宽,结构为大扭角、端弯、弓形等,加工时易变形,有些极薄叶片机械加工困难,精锻叶片可以解决这些难题
各环节的核心难点
• 材料端:要在耐高温、高强度、轻量化之间找到极致平衡,同时满足长寿命、抗腐蚀要求。
• 锻造端:叶片型面无需加工,结构复杂、薄壁易变形,既要保证成形精度和优良的表面质量,又要避免产生冶金缺陷。
• 检测端:微小缺陷都可能引发失效,需要高灵敏度的无损检测技术;尺寸精度要求高,检测方法要满足准确、高效的要求。
为什么“成形阶段”尤为关键?
锻造作为叶片的“成形核心”,是决定叶片性能的第一道关口,锻造能细化金属晶粒,优化内部流线,大幅提升叶片的强度与抗疲劳性能,这是切削加工无法实现的;同时,精密锻造能最大程度还原叶片的最终形状,提升叶片的结构稳定性。
叶片制造的本质
航空发动机压气机叶片的制造,本质上是材料、工艺、装备与检测的极致协同,它不是单一技术的突破,而是一个国家工业基础、材料科学、精密制造能力的综合体现。
从一块普通金属到一片“飞天叶片”,每一道工序都是对精度与可靠性的极致追求,每一片合格叶片,都是“大国重器”的微观缩影。